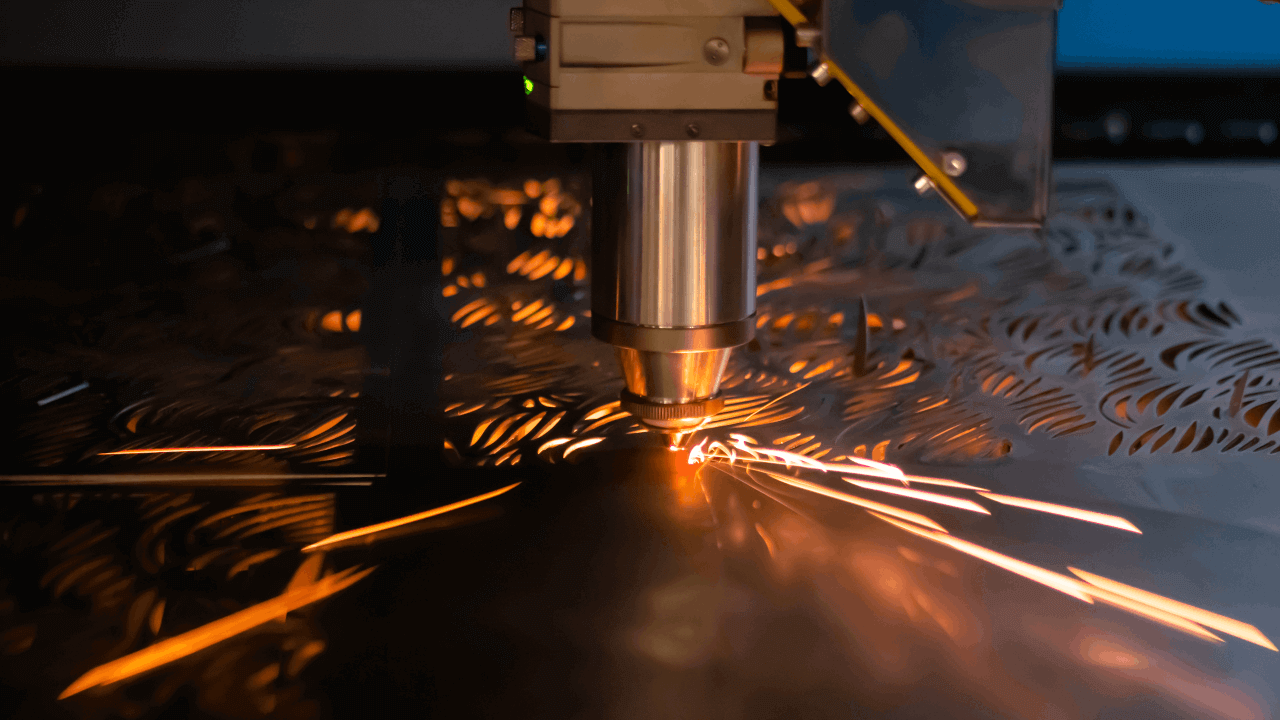
How laser cutting works.
The laser cutting of metal and non-metallic sheets is a technological process widely used today. The cut takes place by means of a beam of electromagnetic radiation focused through a lens. This laser beam when it reaches the surface of the material quickly melts it. A flow of pressurized gas is emitted coaxially to the melting beam through a nozzle. The fluid dynamic thrust of the gas moves the molten material away from the impact zone, thus giving rise to the cutting groove. By moving the laser head along a predetermined trajectory, the desired cutting process is thus obtained. We can classify the machines according to various criteria such as the type of gas used or the type of laser.
Advantages and opportunities.
The advantages of laser cutting are mainly the speed, and therefore the economy, precision and quality of the finish in the cutting area. Laser cutting machines can work with a large number of different materials in various thicknesses. It is possible to perform machining on flat pieces, tubes and tubulars or three-dimensional pieces such as molded ones. In the case of flat cutting, by properly planning the arrangement of the pieces, the exploitation of the raw material can be maximized. This is done in a computer-assisted manner and is known as nesting. To facilitate the assembly operations of the machines, the laser allows the creation of very precise joints or holes for dowels. In this way, the reciprocal positioning of the pieces before welding or fixing with screws is simplified as much as possible.
Classification based on the gas used.
Laser cutting with inert gas
In these cutting machines, the gas that escapes from the nozzle coaxially to the laser beam and which moves the molten material away to create the cutting groove, is precisely an inert gas. The most commonly used inert gases are nitrogen, argon and helium. This technology allows to obtain good quality cuts with limited lateral streaks.
Oxygen assisted laser cutting
In oxygen assisted laser cutting machines, the process gas, oxygen, reacts with the metal material being processed, generating metal oxide. This releases an amount of additional energy compared to that of the laser beam which helps to melt the material thus speeding up processing. In this type the laser beam has the main function of heating the material thus allowing the oxidation reaction. Most of the energy needed to melt the material is therefore provided by oxidation. Compared to the previous type, the advantage is to have more power and consequently to be able to work on thicker surfaces or at higher speeds. The downside is that the generated pieces are coated with a thin layer of metal oxide, or calamine, and are geometrically more irregular than cutting with inert gas.
Classification based on the electromagnetic source.
Laser CO2.
These are gas laser devices based on a gaseous mixture of electrically excited carbon dioxide. The wavelength of the emitted ray is 10 μm. CO2 lasers have a high performance and excellent cutting quality even on thick sheets of alloy steel.
Fiber laser.
The laser beam of these cutting machines consists of a seed laser amplified by glass fibers. The glass fibers are supplied with energy through pumping diodes. The radius that comes out has a wavelength of 1 μm.
This technology is more efficient than the previous CO2 technology and also allows you to cut non-conductive metals such as copper and brass. It requires less maintenance and is faster.
Diode laser.
This type of machine combines the advantages of the two previous categories and has lower energy consumption. Diode laser has superior cutting capabilities compared to CO2 type and outperforms fiber laser cutting on reflective materials. The quality on the other hand is similar to that of CO2 laser cutting. The cutting speed it can reach is very high, about 15% faster than the fiber laser.
Notes on machinery.
Laser cutting machines generally consist of a cutting head, also called an oscillator, placed on a system of axes or a robotic arm. Everything is contained within a shielded structure. In fact, if the spokes get out of control, they can cause serious accidents to operators. The system is controlled by the numerical control that manages the processing. The support structures of the workpieces and the clamping systems of the same can be many. They range from a simple grid plan for cutting flat sheets to workpiece spindles for processing pipes and tubes. The cutting machines can operate individually or be integrated into more complex lines of machines. They can be equipped with automatic warehouses for loading and unloading raw materials or be combined with other machines such as CNC bending machines, punching, shearing or stamping machines.
Two-dimensional machines (2D)
These machines are used to obtain shaped pieces from flat sheet metal sheets. Often after cutting, other processes are performed such as bending, stamping or drawing processes.
These processes require 2 + 1 axes, x and y and a third z axis to allow the movement of the oscillator. Thanks to the simplicity of the starting semi-finished products, or sheet metal sheets of various thicknesses, the 2D laser cutting machines can incorporate automatic loading and storage systems. This increases the convenience of management and increases productivity.
Three-dimensional machines (3D)
3D laser cutting allows you to work sheets that have already undergone bending, stamping or drawing operations or that in any case have a three-dimensional structure. Usually the most common applications are those in which the cut is subsequent to the deformation phases such as the aerospace, automotive, medical and graphic arts sectors. The machines in question are more complex and must be equipped with 6 axes or robots. Obviously the 3D machines can also work flat pieces from slabs but obviously it is not the most appropriate choice economically. In fact, they are slower and more complex to manage.
Tube laser cutting machines (lasertube)
A sector that has established itself a lot is also the laser cutting of tubes and tubulars. One aspect to consider carefully is the workpiece clamping system. The tubes or tubulars are clamped in a mandrel, similar to what happens for turning machining. The oscillator must therefore not move around the tube but moves axially. The powers used which must be modulated according to the thickness and diameter of the tube. This is essential in order not to damage the structure.

