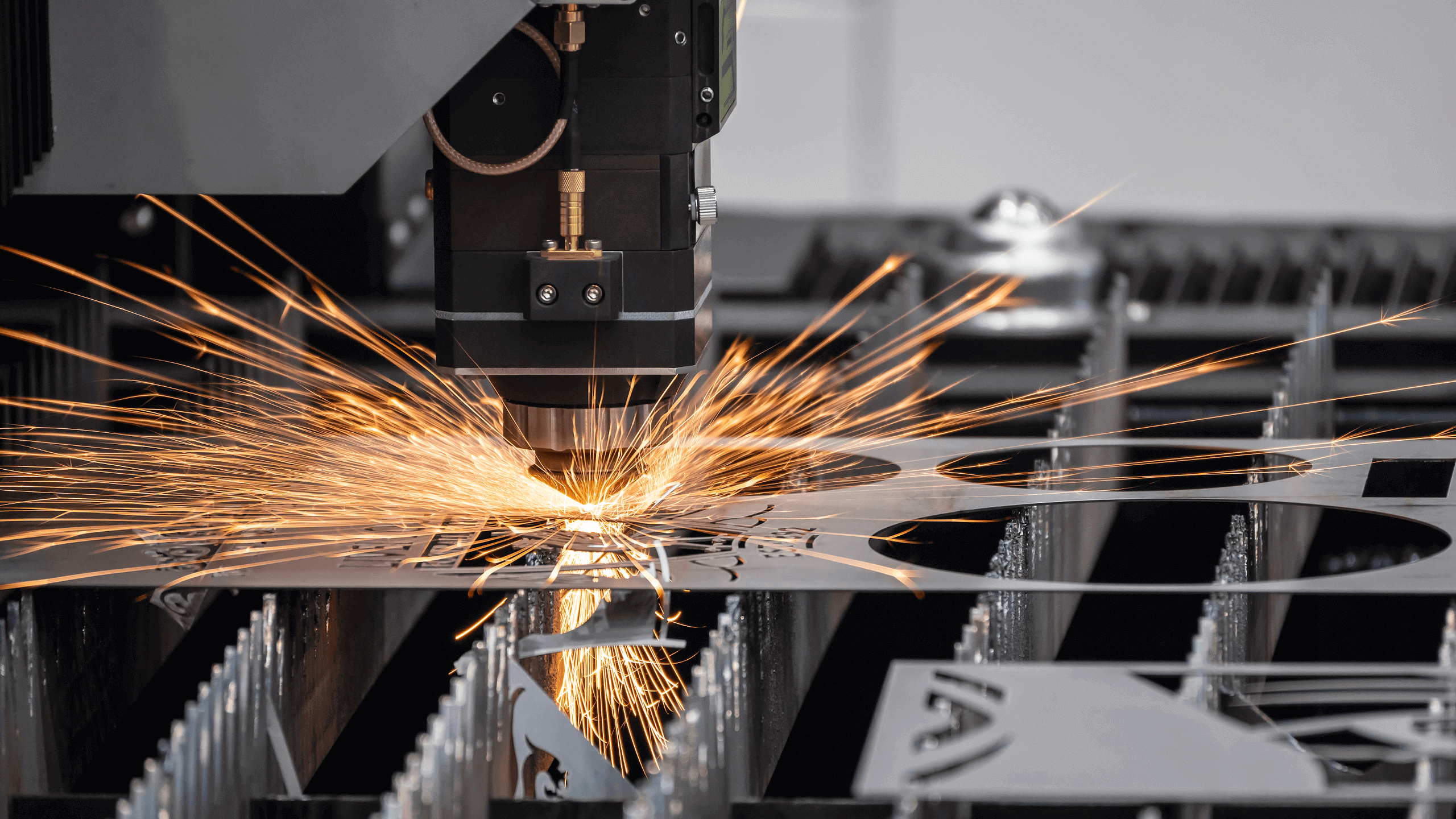
Cómo funciona el corte por láser.
El corte por láser de chapas metálicas y no metálicas es un proceso tecnológico muy utilizado en la actualidad. El corte se realiza mediante un haz de radiación electromagnética enfocado a través de una lente. Este rayo láser cuando llega a la superficie del material lo funde rápidamente. Un flujo de gas presurizado se emite coaxialmente al haz de fusión a través de una boquilla. El empuje fluidodinámico del gas aleja el material fundido de la zona de impacto, dando lugar así a la ranura de corte. Moviendo el cabezal láser a lo largo de una trayectoria predeterminada, se obtiene así el proceso de corte deseado. Podemos clasificar las máquinas según varios criterios como el tipo de gas utilizado o el tipo de láser.
Ventajas y oportunidades.
Las ventajas del corte por láser son principalmente la rapidez, y por tanto la economía, la precisión y la calidad del acabado en la zona de corte. Las máquinas de corte por láser pueden trabajar con una gran cantidad de materiales diferentes en varios espesores. Es posible realizar mecanizados sobre piezas planas, tubos y tubulares o piezas tridimensionales como las moldeadas. En el caso del corte plano, planificando adecuadamente la disposición de las piezas, se puede maximizar el aprovechamiento de la materia prima. Esto se hace de manera asistida por computadora y se conoce como anidamiento. Para facilitar las operaciones de montaje de las máquinas, el láser permite crear juntas o agujeros para espigas muy precisos. De esta forma, se simplifica al máximo el posicionamiento recíproco de las piezas antes de soldar o atornillar.
Clasificación basada en el gas utilizado.
Corte por láser con gas inerte
En estas máquinas de corte, el gas que escapa de la boquilla coaxialmente al rayo láser y que aleja el material fundido para crear la ranura de corte, es precisamente un gas inerte. Los gases inertes más utilizados son el nitrógeno, el argón y el helio. Esta tecnología permite obtener cortes de buena calidad con rayas laterales limitadas.
Corte por láser asistido por oxígeno
En las máquinas de corte por láser asistidas por oxígeno, el gas de proceso, el oxígeno, reacciona con el material metálico que se está procesando, generando óxido metálico. Esto libera una cantidad de energía adicional en comparación con la del rayo láser que ayuda a derretir el material, acelerando así el procesamiento. En este tipo el rayo láser tiene la función principal de calentar el material permitiendo así la reacción de oxidación. Por lo tanto, la mayor parte de la energía necesaria para fundir el material proviene de la oxidación. En comparación con el tipo anterior, la ventaja es tener más potencia y, en consecuencia, poder trabajar en superficies más gruesas oa velocidades más altas. La desventaja es que las piezas generadas están recubiertas con una fina capa de óxido de metal, o calamina, y son geométricamente más irregulares que el corte con gas inerte.
Clasificación basada en la fuente electromagnética.
Láser de CO2.
Se trata de dispositivos láser de gas basados en una mezcla gaseosa de dióxido de carbono excitado eléctricamente. La longitud de onda del rayo emitido es de 10 μm. Los láseres de CO2 tienen un alto rendimiento y una excelente calidad de corte incluso en láminas gruesas de acero aleado.
Láser de fibra.
El rayo láser de estas máquinas de corte consiste en un láser semilla amplificado por fibras de vidrio. Las fibras de vidrio se alimentan de energía a través de diodos de bombeo. El radio que sale tiene una longitud de onda de 1 μm.
Esta tecnología es más eficiente que la tecnología de CO2 anterior y también le permite cortar metales no conductores como el cobre y el latón. Requiere menos mantenimiento y es más rápido.
Diodo láser.
Este tipo de máquina combina las ventajas de las dos categorías anteriores y tiene un menor consumo de energía. El láser de diodo tiene capacidades de corte superiores en comparación con el tipo de CO2 y supera el corte por láser de fibra en materiales reflectantes. La calidad, por otro lado, es similar a la del corte por láser de CO2. La velocidad de corte que puede alcanzar es muy alta, alrededor de un 15% más rápido que el láser de fibra.
Notas sobre maquinaria.
Las máquinas de corte por láser generalmente consisten en un cabezal de corte, también llamado oscilador, colocado sobre un sistema de ejes o un brazo robótico. Todo está contenido dentro de una estructura blindada. De hecho, si los radios se salen de control, pueden causar accidentes graves a los operadores. El sistema está controlado por el control numérico que gestiona el procesamiento. Las estructuras de soporte de las piezas y los sistemas de sujeción de las mismas pueden ser múltiples. Van desde un plan de cuadrícula simple para cortar láminas planas hasta husillos de piezas de trabajo para procesar tubos y tubulares. Las máquinas de corte pueden operar individualmente o integrarse en líneas de máquinas más complejas. Pueden equiparse con almacenes automáticos para la carga y descarga de materias primas o combinarse con otras máquinas como plegadoras CNC, punzonadoras, cizallas o troqueladoras.
Máquinas bidimensionales (2D)
Estas máquinas se utilizan para obtener piezas perfiladas a partir de chapas planas. A menudo, después del corte, se realizan otros procesos, como procesos de doblado, estampado o estirado.
Estos procesos requieren 2 + 1 ejes, x e y y un tercer eje z para permitir el movimiento del oscilador. Gracias a la sencillez de los productos semiacabados de partida, es decir, chapas de chapa de varios espesores, las máquinas de corte por láser 2D pueden incorporar sistemas automáticos de carga y almacenamiento. Esto aumenta la comodidad de la gestión y aumenta la productividad.
Máquinas tridimensionales (3D)
El corte por láser 3D permite trabajar chapas que ya han sido sometidas a operaciones de plegado, estampado o embutición o que en todo caso tienen una estructura tridimensional. Normalmente las aplicaciones más habituales son aquellas en las que el corte es posterior a las fases de deformación como el sector aeroespacial, automoción, médico y artes gráficas. Las máquinas en cuestión son más complejas y deben estar equipadas con 6 ejes o robots. Evidentemente las máquinas 3D también pueden trabajar piezas planas a partir de losas pero evidentemente no es la elección más adecuada económicamente. De hecho, son más lentos y más complejos de gestionar.
Máquinas de corte por láser de tubos (lasertube)
Un sector que se ha consolidado mucho es también el corte por láser de tubos y tubulares. Un aspecto a considerar cuidadosamente es el sistema de sujeción de la pieza de trabajo. Los tubos o tubulares se sujetan en un mandril, de manera similar a lo que sucede para el torneado. Por lo tanto, el oscilador no debe moverse alrededor del tubo, sino que se mueve axialmente. Las potencias utilizadas que deben ser moduladas según el espesor y diámetro del tubo. Esto es fundamental para no dañar la estructura.

